
Physical Expansion
The expanded plastic in Physical Foam does not undergo any chemical alteration since the expansion process is totally "physical", natural, contrary to crosslinked foam (crosslinked foam)< / i> which, on the other hand, are chemically treated and therefore the final product obtained is not recyclable. The Physical Foam on the other hand is 100% recyclable and regenerable since the polymer of Polypropylene (PP) and Polyethylene ( PE) keeps its structure intact even after the physical expansion process, regardless of the degree of density adopted for the different products.
Polypropylene and Polyethylene
Polyolefin polyolefin foams can boast an imposing presence on the market, thanks to the vastness of their possible applications. In particular, expanded thermoplastic polymers play a leading role in industrial manufacturing, where the increasingly common polyolefins (polyethylene and polypropylene) are progressively gaining market share.
-
Low density polyethylene is one of the most versatile polymers on the market. It finds its main use in the production of packaging films, but it is also used in the injection molding of rigid objects and in the extrusion of expanded foams. Among the more technical applications is that for containers and surfaces resistant to corrosion, weldable components, components for which flexibility and resilience are required.
LDPE has a variable density between 910 and 940 Kg/m3, is chemically inert at room temperature, is thermally stable up to 80°C, is very ductile and resilient, offers excellent resistance to acids, alcohols, bases and ethers, and a good resistance to all organic compounds with the exception of halogenated hydrocarbons. It is non-toxic, odorless and resistant to mold and mildew.
Once expanded, polyethylene maintains its chemical properties, with the advantage of a density reduced from 50% to over 98%. Polyethylene foams are used in the most varied sectors due to the wide range of obtainable solutions.
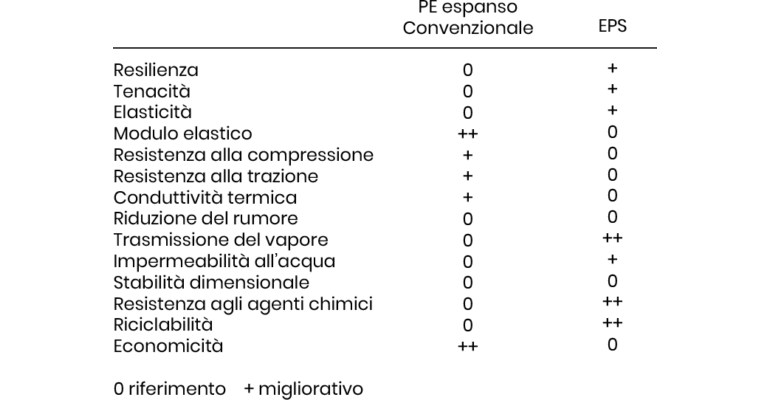
The foam can reach densities of less than 15 kg/m3, reduced thermal conductivity and low dynamic stiffness, while maintaining good resilience and toughness. The mechanical characteristics largely depend on the type of foam and the density.
In the packaging sector, expanded PE is usually used with densities between 14 Kg/m3 and 40 Kg/m3, while EPS with densities ranging from 14 Kg/m3 up to over 600 Kg/m3.
-
LDPE is produced in a tubular reactor or in an autoclave by free radical polymerization of ethylene. Ethylene in turn is produced by steam cracking of refined petroleum.

The energy of raw materials is a concept in addition to the input / output tables of the life cycle inventory methodology; it is designed to facilitate the interpretation of the use of resources. Since the backbone of polymers are generally the hydrocarbon chains, the plastics industry defines feedstock energy as the portion of resource input that ends up in the polymer rather than being used as fuel.
-
Polyethylene is one of the most easily recyclable plastics, because it is sufficient to melt it to be able to extrude and print new products. While EPS recycling campaigns are sporadic, LDPE recycling is widespread and well-proven. Conventional, uncrosslinked foam is chemically equivalent to unexpanded LDPE, and is therefore recycled in the same way.
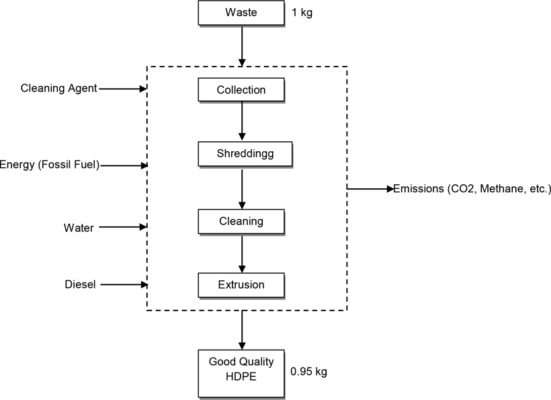
To recycle LDPE, it is sufficient to grind it, clean it (if it comes from unsafe external sources), melt it and extrude it into pellets to be used for extrusion and the expansion or molding of new products. The plant necessary for the process therefore consists of:
- Shredder
- Single screw extruder
- Pelletizer
With a melt temperature between 105°C and 115°C, LDPE recycling is economical not only in plant requirements, but also in the process.
Conventional foam is nothing more than LDPE added with small quantities of other substances useful for extrusion, therefore it can be recycled just as easily. The quantity of additives present in the material varies between 2% and 6% by weight, and therefore it is easy to mix it with virgin material until the impact of the fillers is tolerable.
Taking care to count the additives present in the regenerated material, it can be used in quantities up to 25% for the extrusion of new foam. For applications less sensitive to the purity of the raw material, such as film extrusion, it is possible to use it in percentages up to 80%. Other applications of recycled LDPE are drug packaging, electrical cable sheathing, piping and injection molded objects.
By recycling the material it is possible to recover the raw material at only the energy cost of melting and pelletizing the waste: while the production of virgin LDPE requires over 25 MJ of energy, it is possible to obtain regenerated material using less than 3 MJ, while the feedstock energy of the material is retained. The recycling of materials, in addition to reducing the use of raw materials, also allows for significant energy savings over the life cycle of the product.
Funds Por Fesr 2014/2020
The Regional Tender POR FESR 2014/2020 Action 3.1.1 made it possible for the Proxital Srl company to reduce the use of raw materials in the company's production cycle, through the reduction of production waste obtainable with:
- reduction of machine set-up changes as the type of production to be performed varies;
- recycling of production waste through regeneration for their reuse in the manufacturing process.
Specifically, the investment consisted in the purchase of:
- Wrapping machine (conceived and designed on the specific needs of the company), capable of processing roll heights greater than standard machines (up to 3 m);
- Shredder and granulation plant, for the regeneration of production waste;
- Automated pneumatic system for transporting processing waste to the regeneration department.
The subsidy granted by the Veneto Region amounts to 67,500.00 euros.