
Espansione Fisica
La plastica espansa in Physical Foam non subisce nessuna alterazione chimica poiché il processo di espansione è totalmente “fisico”, naturale, contrariamente ai foam reticolati (crosslinked foam) che invece sono trattati chimicamente e quindi il prodotto finale ottenuto non è riciclabile. Il Physical Foam invece è 100% riciclabile e rigenerabile poiché il polimero di Polipropilene (PP) e il Polietilene (PE) mantiene intatta la propria struttura anche dopo il processo di espansione fisica, indipendentemente dal grado di densità adottata per i diversi prodotti.
Polipropilene e Polietilene
Le schiume polimeriche poliolefiniche possono vantare una presenza imponente sul mercato, grazie alla vastità delle loro possibili applicazioni. In particolare, i polimeri termoplastici espansi, rivestono un ruolo di primo piano nella manifattura industriale, dove le sempre più comuni poliolefine (polietilene e polipropilene) stanno progressivamente guadagnando mercato.
-
Il polietilene a bassa densità è uno dei polimeri più versatili in commercio. Trova il suo maggiore impiego nella produzione di film da imballaggio, ma è anche usato nello stampaggio a iniezione di oggetti rigidi e nell’estrusione di schiume espanse. Tra le applicazioni più tecniche quella per recipienti e superfici resistenti alla corrosione, componenti saldabili, componenti per i quali è richiesta flessibilità e resilienza.
LDPE ha una densità variabile tra 910 e 940 Kg/m3, è chimicamente inerte a temperatura ambiente, è termicamente stabile fino a 80°C, è molto duttile e resiliente, offre un eccellente resistenza ad acidi, alcoli, basi ed eteri, e una buona resistenza a tutti i composti organici con l’eccezione degli idrocarburi alogenati. È atossico, inodore e resistente a funghi e muffe.
Una volta espanso il polietilene mantiene le sue proprietà chimiche, con il vantaggio di una densità ridotta dal 50% fino a oltre il 98%. Le schiume di polietilene trovano impiego nei più svariati settori per l’ampia gamma di soluzioni ottenibili.
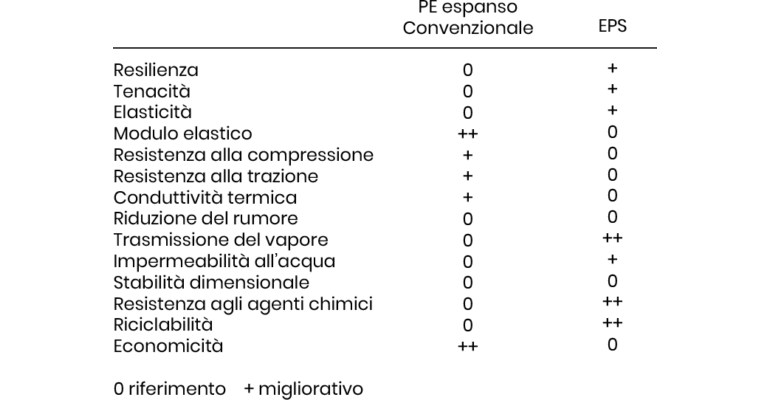
L’espanso può raggiungere densità inferiori a 15 Kg/m3, una ridotta conduttività termica e una bassa rigidità dinamica, pur mantenendo una buona resilienza e tenacità. Le caratteristiche meccaniche dipendono in larga parte dal tipo di espanso e dalla densità.
Nel settore dell’imballaggio il PE espanso è solitamente utilizzato con densità comprese tra 14 Kg/m3 e 40 Kg/m3, mentre l’EPS con densità variabili da 14 Kg/m3 fino a oltre 600 Kg/m3.
-
LDPE viene prodotto in reattore tubolare o in autoclave per polimerizzazione radicalica libera dell’etilene. L’etilene a sua volta è prodotto per steam cracking del petrolio raffinato.

L’energia delle materie prime è un concetto in aggiunta alle tabelle di input / output della metodologia dell’inventario del ciclo di vita; è pensato per facilitare l’interpretazione dell’uso delle risorse. Poiché la spina dorsale dei polimeri sono generalmente le catene di idrocarburi, l’industria delle materie plastiche definisce l’energia delle materie prime come la porzione di input di risorse che finisce nel polimero anziché essere usata come combustibile.
-
Il polietilene è una delle plastiche più facilmente riciclabili, perché è sufficiente fonderlo per poter estrudere e stampare nuovi manufatti. Mentre le campagne di riciclaggio del EPS sono sporadiche, il riciclo del LDPE è diffuso e ben collaudato. L’espanso convenzionale, non reticolato, è chimicamente equivalente al LDPE non espanso, e viene pertanto riciclato allo stesso modo.
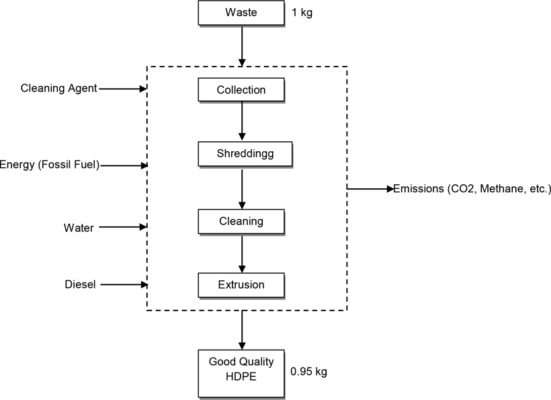
Per riciclare l’LDPE è sufficiente macinarlo, pulirlo (se proveniente da fonti esterne non sicure), fonderlo ed estruderlo in pellet da utilizzare per l’estrusione e l’espansione o stampaggio di nuovi prodotti. L’impianto necessario al processo si compone dunque di:
- Shredder
- Estrusore monovite
- Pellettizzatore
Con una temperatura di fusione compresa tra 105°C e 115°C, il riciclo del LDPE risulta economico non solo nei requisiti d’impianto, ma anche nel processo.
L’espanso convenzionale non è altro che LDPE addizionato con quantità ridotte di altre sostanze utili all’estrusione, perciò può essere riciclato altrettanto facilmente. La quantità di additivi presente nel materiale è variabile tra il 2% e il 6% in peso, e pertanto risulta semplice miscelarlo con materiale vergine fino a rendere tollerabile l’impatto delle cariche.
Avendo cura di conteggiare gli additivi presenti nel rigenerato, esso può venire impiegato in quantità fino al 25% per l’estrusione di nuovo espanso. Per applicazioni meno sensibili alla purezza della materia prima, come l’estrusione di film, è possibile impiegarlo in percentuale fino al 80%. Altre applicazioni del LDPE riciclato sono il packaging di farmaci, il rivestimento di cavi elettrici, le tubazioni e gli oggetti realizzati con stampaggio a iniezione.
Riciclando il materiale è possibile recuperare la materia prima al solo costo energetico di fusione e pellettizzazione degli scarti: mentre la produzione di LDPE vergine richiede oltre 25 MJ di energia, è possibile ottenere materiale rigenerato usando meno di 3 MJ, mentre l’energia di feedstock del materiale viene conservata. Il riciclo del materiale, oltre a ridurre l’impiego delle materie prime, permette anche un notevole risparmio energetico sul ciclo di vita del prodotto.
Fondi Por Fesr 2014/2020
Il Bando Regionale POR FESR 2014/2020 Azione 3.1.1 ha reso possibile per l’azienda Proxital Srl la riduzione dell’uso di materie prime nel ciclo produttivo dell’azienda, attraverso la riduzione degli scarti di produzione ottenibile con:
- diminuzione dei cambi di set-up della macchina al variare del tipo di produzione da eseguire;
- riciclaggio degli scarti di produzione attraverso la rigenerazione per il loro riutilizzo nel processo di lavorazione.
L’investimento, nello specifico, è consistito nell’acquisto di:
- Macchina avvolgitrice (ideata e progettata sulle specifiche esigenze dell’azienda), capace di elaborare altezze di rotoli superiori alle macchine standard (fino a 3 m);
- Trituratore e impianto di granulazione, per la rigenerazione degli scarti di produzione;
- Impianto pneumatico automatizzato, per il trasporto degli scarti di lavorazione nel reparto di rigenerazione.
L’agevolazione concessa dalla Regione Veneto ammonta ad euro 67.500,00.